


钢丝绳散股和“鸟笼”的形成及预防措施
每个起重机使用者都会遇到钢丝绳散股和形成“鸟笼”的情况。这种钢丝绳的变形通常被解释为是由于钢丝绳在冲击载荷下产生的(甚至在老版本的ISO4309标准中也是如此)。但是在多数情况下这种钢丝绳散股和“鸟笼”的缺陷是由其他的力学原因造成的,钢丝绳绕着自身的轴扭转是产生这种缺陷的最常见的原因。
但是起重机械上的钢丝绳怎么会绕自身的轴扭转呢?每个滑轮和卷筒都会产生这种情况,当钢丝绳以一个偏转角进入滑轮的时候,它是首先与绳槽的侧面边缘接续,然后向下边滚动,并滑动到绳槽底部的,当钢丝绳以1° 的偏转角进入时,它与绳槽的接触点很低,接近绳槽底部,其扭转角度也非常小,只有5°的偏转角进入同样的滑轮时,它将在比较高的部位就与绳槽的侧面接触了,向下滚动后钢绳扭转的角度将达到50°。
当然与齿轮在齿条上运动不同,由于钢丝绳由绳槽侧面滚落到槽底的运动是滚动和滑动相结合的过程,因此钢丝绳扭转角的大小很大程度上还取决于钢丝绳和转盘之间的摩擦系数。
解决办法1:
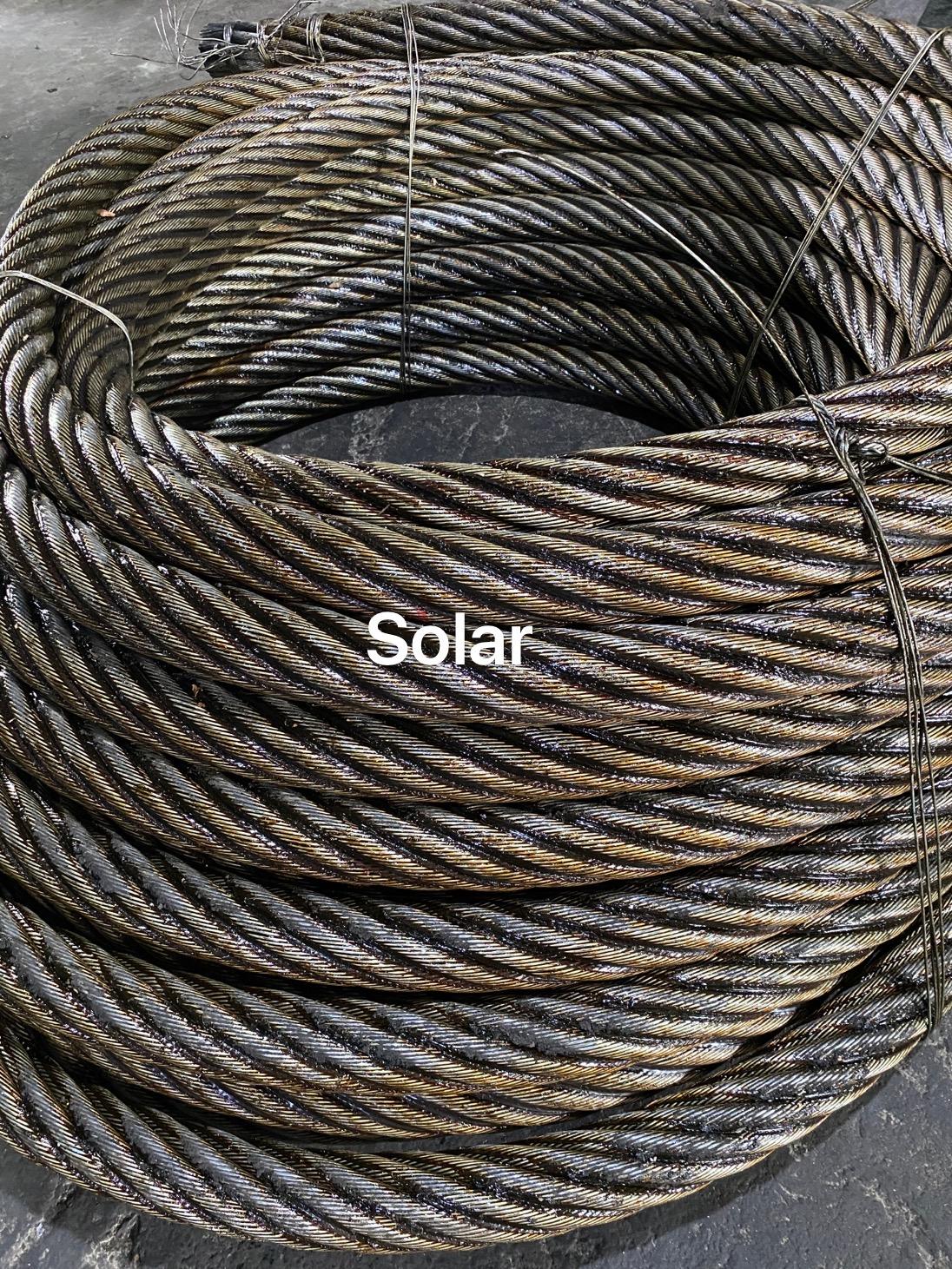
润滑钢丝绳
最简单的办法就是润滑钢丝绳,从而降低钢丝绳和转盘之间的摩擦系数,经过很好润滑的钢丝绳进入转盘时产生的扭转比干涸的和锈蚀的钢丝绳要小很多。
解决办法2:
用钢制滑轮代替塑料滑轮
钢和塑料之间的摩擦系数比钢与钢之间的大,因而在同样的几何条件下钢丝绳进入钢质滑轮时产生的扭转比进入塑料滑轮小得多,因此塑料滑轮仅适合使用在偏转角较小的情况下。

解决办法3:
采用带有内部塑料垫层的钢丝绳
拥有内部塑料衬层的钢丝绳抵抗单根绳股散股和“鸟笼”缺陷的能力比其他形式的钢丝绳都强。
解决办法4:
使用绳槽开口度大的滑轮
当绳槽的开口度比较大时,钢丝绳在与绳槽侧面接触之前就已经进入绳槽比较深的部位了。图8是一个钢丝绳以5°的偏转角进入一个开口度为60°的绳槽的过程的横断面示意图。钢丝绳与绳槽侧面接触的部位比图7中的低很多,钢丝绳的扭转角也只有25°。由此可见,通过将绳槽的开口度由35°扩大到60°,钢丝绳扭转角减小了50%。因此德国标准DIN15061标准中规定转盘绳槽的最小开口度是45°,开口度达到52°就更好了。



